

How are chassis made
Need to know
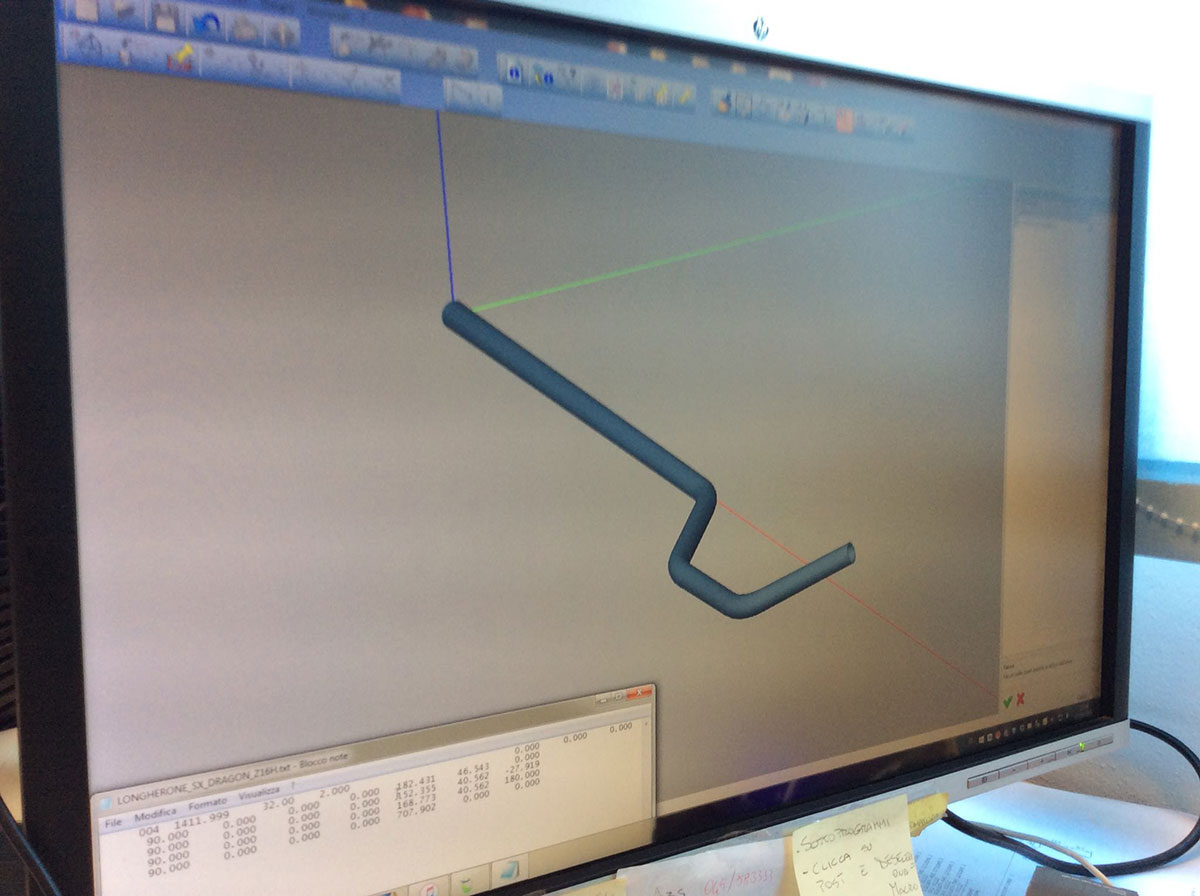
Design
The kart chassis consists of several tubes wire welded together and each part requires a different process of analysis and processing that IPK prepares in great detail. The initial analysis of the components takes place in the technical office, in which IPK engineers make 3D designs of each part of the chassis using a special software that defines the length and the correctly curved radiuses on the X, Y and Z planes.


Tube bending machine language
Once the 3D design is complete, there is the second phase: machine programming. This operation is carried out via a dedicated software that, after analysing the pieces that need to be produced, defines the type and number of bends needed for it to be built. Its purpose is to create the “machine language”: this is a set of data and coordinates that the bending machine converts into operations that need to be performed. The program is sent from the technical department directly to the workshop machine via the network.
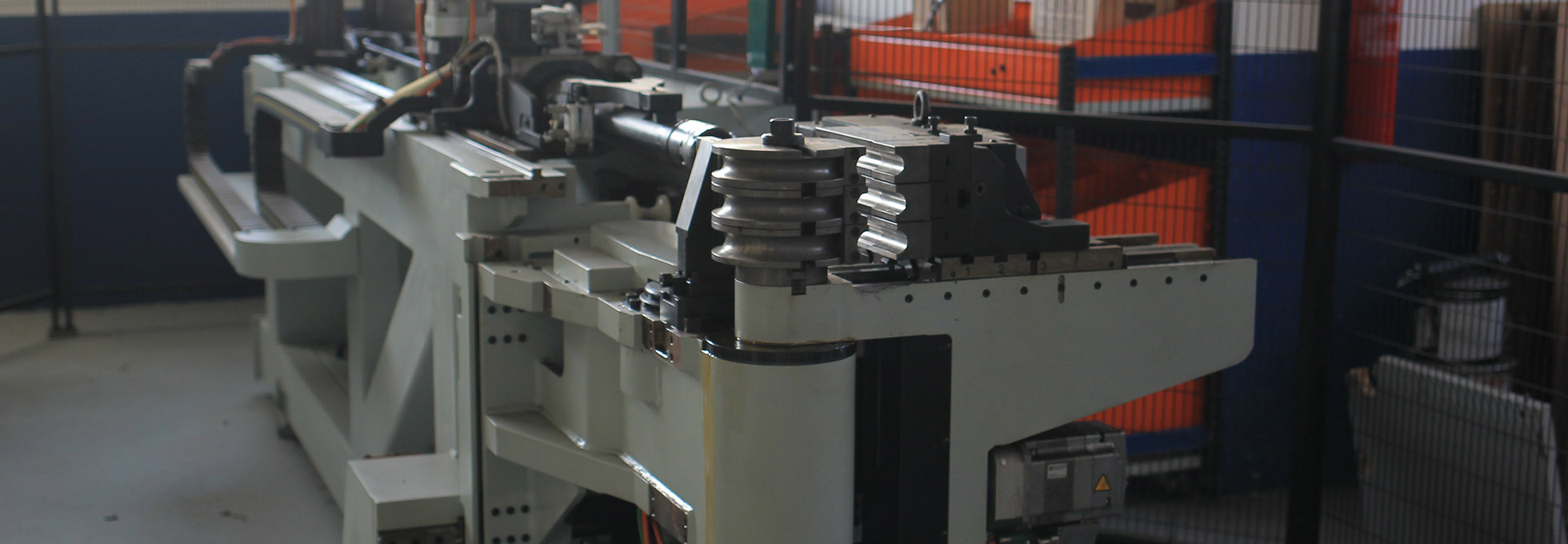
Tube bending machine
IPK’s automated tube bending machine provides the utmost precision, with a tenth of a degree tolerance on bends. The system is electrically operated and therefore excludes hydraulic systems that depend on oil temperature (which is colder at start-up, especially during the winter months). The machine has an energy recovery system (somewhat like electric and hybrid cars), works on 11 axes and various jigs (female tube couplings) for 28-30-32 mm diameter tubes. The machine is able to perform the same bends even for tubes made of different material as it is capable of recognising the elasticity of the steel used. It is a locked clamp system, meaning that the tube that needs to be bent is not gripped along its length, but pushed from its extremity, so that the material is not worn. Each tube is then sent back to the operator who finishes the various points at which it connects to the other tubes.

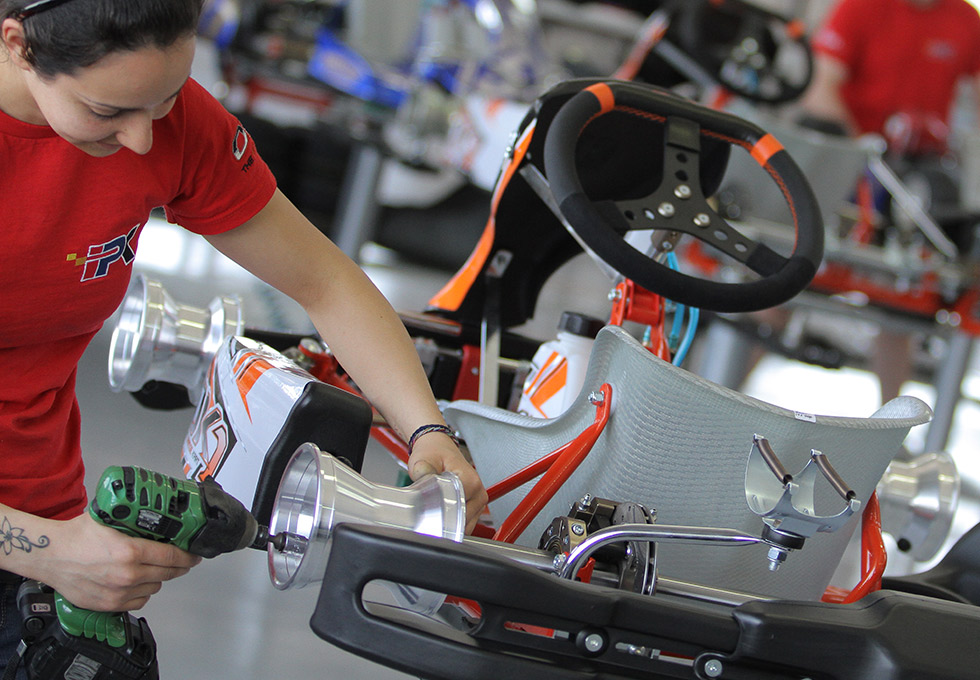
Welding
The tubes that make up the chassis are fixed to a jig using wire welding clamps: this process is crucial, not just for proper and continuous welding, but also the order in which it is performed. The order determines the tensions on the frame when the work has been completed and, therefore, how the chassis behaves out on the track. Quality control is performed once the frame has been built, the C angles and the welds are checked, as well as checking that the chassis is perfectly “straight” using a flatbed.

